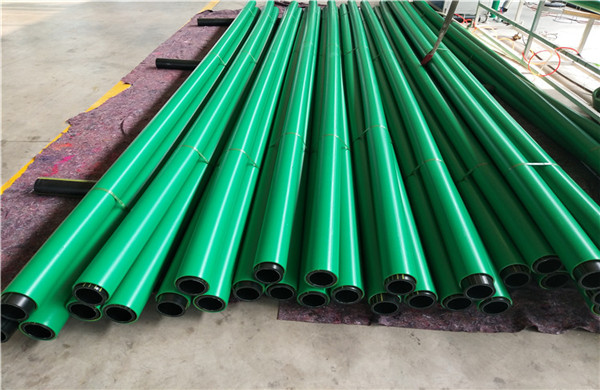
加油站雙層管道
作者:加油站雙層管道 時間:2018-10-09 11:00:41 來源:原創(chuàng)

加油站熱塑性雙層復(fù)合管道系統(tǒng)中的聚乙烯管道和焊接管件是通過電容焊的方式連接的����。因為這種方法受氣候影響較小。這種方法適用于加油站現(xiàn)場安裝��。盡管如此�����,加油站雙層管道焊接過程中應(yīng)保持焊接干燥�����、清潔。焊接時����,環(huán)境溫度應(yīng)在-15℃和+45℃之間。溫度更低時只能在氣溫穩(wěn)定�,且增加保護措施的條件下進行。電容焊的原理是加熱焊接管件內(nèi)表面下的電阻絲到一定溫度(大約200℃)����,熔化管件內(nèi)側(cè)和管道外側(cè)的PE(聚乙烯)材料由于聚乙烯傳熱慢,只有電阻絲附近的材料被熔化�。在溫度和壓力作用下,熔化區(qū)域內(nèi)的聚乙烯膨脹���,而周圍的低溫聚乙烯材料阻止熔化區(qū)域繼續(xù)擴大�,這樣,管道就均勻而又結(jié)實的焊接在一起了�����。使用焊機時�����,所需的功率����,熱量和焊接時間會被自動的計算出來,不能采用其他的焊接機��。
為了保證加油站雙層復(fù)合管道系統(tǒng)內(nèi)管和外管焊接合格��,確保內(nèi)管正確插入焊接管件至關(guān)重要����。因此,為了使焊接過程簡便易行并保證焊接質(zhì)量�,應(yīng)按以下要求進行。安裝雙層管道系統(tǒng)時,總是從操作井內(nèi)或固定端開始�。
與轉(zhuǎn)換接頭連接的內(nèi)管和外管應(yīng)該是彼此相對固定的。在切割管道外管���,安裝操作井入口密封見件以后,用金剛砂布打磨內(nèi)管和外管焊接部位外表面(該區(qū)域必須全部打磨)����,打磨長度如下所示:
打磨長度:
φ125/110mm 外管60mm 內(nèi)管70mm
φ75/63mm 外管30mm 內(nèi)管40mm
用干凈布蘸丙酮清潔焊接接頭內(nèi)表面和打磨過的區(qū)域。焊接完成后�,檢查焊接機是否顯示焊接正確。對焊接接頭進行標記表明已完成焊接和檢查�����。注意在焊接過程中不要對焊接管件和管道施加外力����。完成焊接2小時后焊接部位達到最大強度。在整個系統(tǒng)安裝完成后�,測試焊接接頭。在高溫環(huán)境下��,為保證焊接質(zhì)量與焊接正確���,拆除管道固定設(shè)備前的等待時間需要延長�。